The packaging of alcoholic beverages presents unique challenges compared to carbonated soft drinks or water. Ethanol is a small, highly mobile molecule that permeates through most polymers, while oxygen and UV ingress degrade flavor, color, and stability.
Glass and metal have been the gold standards, but demand for lightweight, recyclable formats is driving research into functional barrier sachets capable of maintaining a commercial shelf life of alcohol over 24 months.
Lifecycle analyses show that eliminating aluminum and halogenated layers reduces the carbon footprint of alcohol packaging by up to 40%, even before accounting for logistics benefits of flexible sachets.
Broken Heart Spirits, a New Zealand-based distillery, introduced fully recyclable refill pouches that have been shown to reduce associated CO₂ emissions by more than 95%.

This article examines the barrier materials and multilayer architectures required to balance shelf life, recyclability, and processability.
Functional Barrier Technologies for Alcohol Sachets
For packaging engineers and material scientists, the challenge is not just the material science itself, but efficiently scouting the fragmented, global R&D landscape to find validated, comparative solutions. This data is typically scattered across patents, academic papers, and private industry reports.
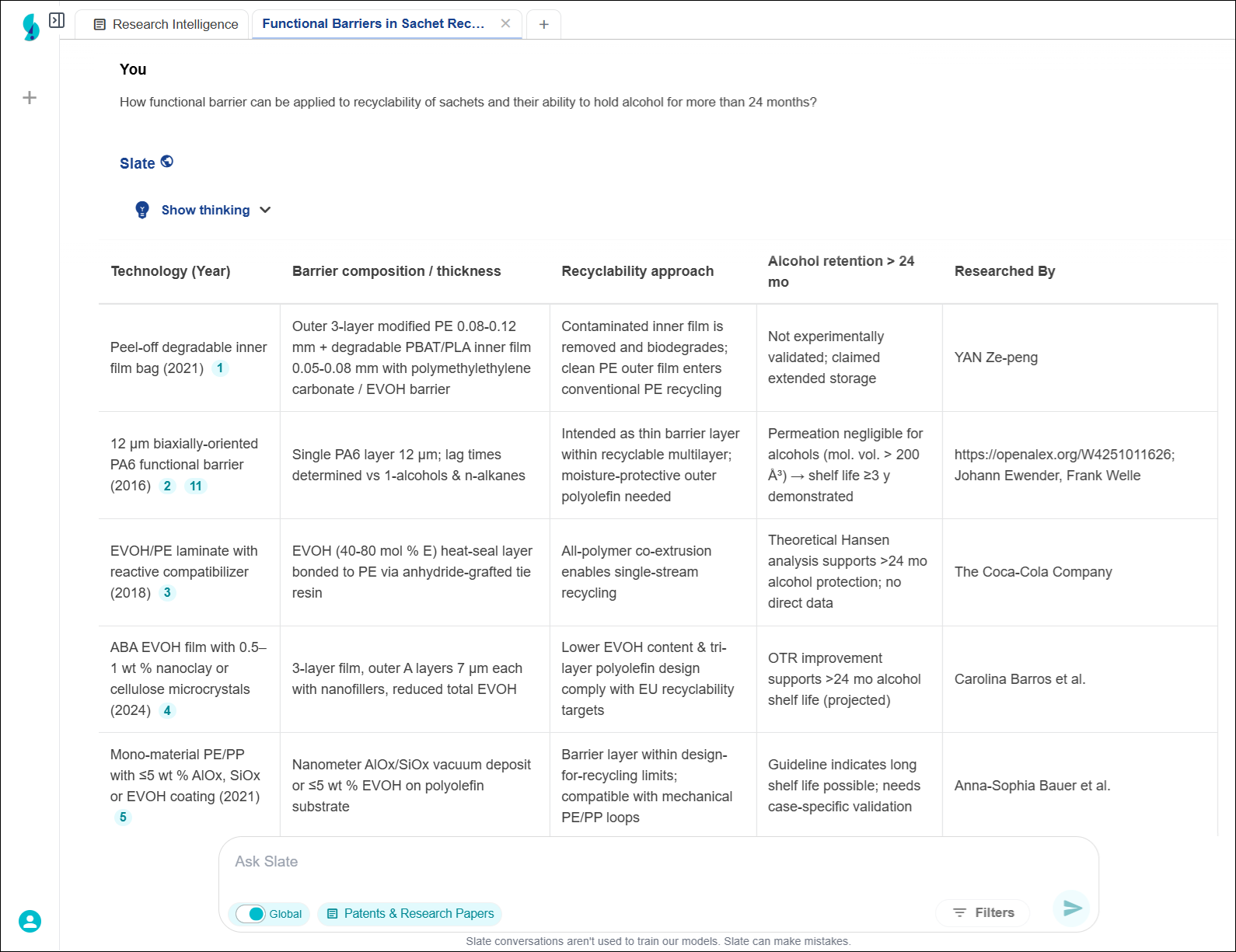
To address this core technical challenge, we analyze the state-of-the-art by aggregating and comparing key functional barrier approaches recently identified by Slate — an R&D intelligence platform for the packaging industry, which specializes in connecting technical problems with verified global research.
1. Polymeric Barriers
EVOH Layers (≤5 wt %): Exhibits OTR values below 0.01 cc·mm/m²·day·atm. However, its hydrophilicity leads to barrier collapse at RH > 65%. Researchers are exploring surface-crosslinked EVOH and EVOH-PE coextrusions to stabilize performance while preserving mono-material recyclability.
PVOH (Polyvinyl Alcohol): Soluble but offers strong ethanol resistance. Work is underway on thermoplastic blends with starch or cellulose that maintain recyclability while retaining barrier integrity.
Traditional solutions rely on non-recyclable multi-material laminates like PET/Foil/PE or PET/EVOH/PE. The challenge now is to deliver the near-absolute barrier performance of foil or EVOH using barrier components that are compatible with a DfR (Design for Recycling) PE or PP mono-material stream.
2. Inorganic Vacuum Deposition Coatings
The most promising approach for achieving ultra-high barrier in mono-material films involves Physical Vapor Deposition (PVD) of ceramic-like materials onto the polymer substrate typically polyolefin films like PE or BOPP. Achieve near-glass barrier levels (OTR < 0.01 cc/m²/day).
Silicon Oxide (SiOx): Applied via plasma-enhanced CVD or PVD, SiOx coatings (often approaching SiO1.8) create a dense, glass-like barrier. They offer transparency and non-metallic detection capability, essential features for modern packaging. Research indicates that SiOx coatings can improve the oxygen barrier performance by 37 times, effectively minimizing oxidation and maintaining product integrity.
SiOx Barrier Films for Food and Beverage Packaging Market Revenue was valued at USD 1.2 Billion in 2024 and is estimated to reach USD 2.5 Billion by 2033, growing at a CAGR of 9.5% from 2026 to 2033.
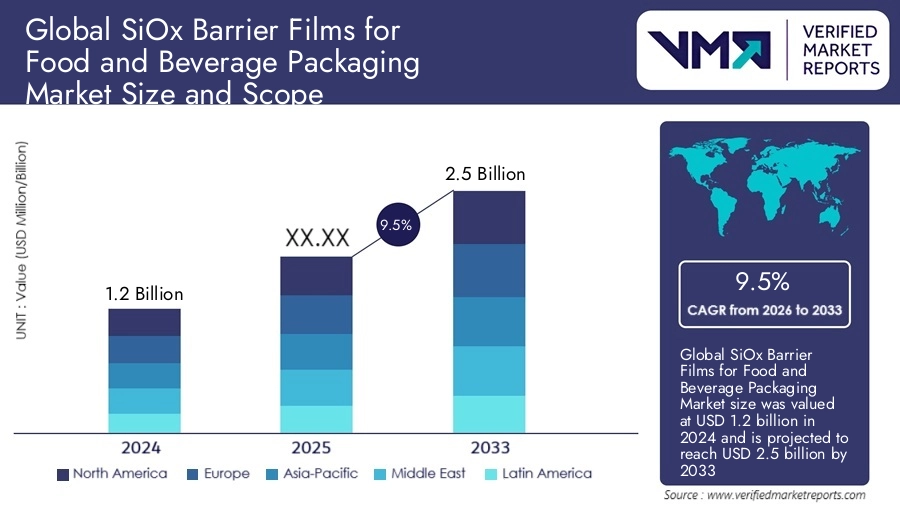
The demand for eco-friendly, high-performance packaging materials in food and beverage sectors is a key driver for the growth of SiOx barrier films, particularly in the Asia Pacific region.
Aluminum Oxide (AlOx): This technology applies an ultra-thin (approx. 7−8 nm) layer of AlOx. It provides barrier performance that rivals, or significantly approaches, that of aluminum foil, but is fully transparent and, critically, does not contaminate the polyolefin recycling stream due to its minimal mass and chemical nature.
3. Advanced Co-Extruded Polymer Solutions
While EVOH offers an excellent oxygen barrier, its incompatibility with PE or PP streams and its moisture sensitivity are major DfR hurdles. R&D is therefore focused on:
Novel High-Performance PE/PP Copolymers: Developing co-extruded polymers where the barrier layer is chemically compatible or is an alternative PE-based specialty polymer that can be reprocessed without separation, ensuring the structure remains a true mono-material.
Stretch-Oriented PE/EVOH Laminates: By limiting EVOH or PA6 to 1–30 % of the barrier base and stretching the film, oxygen permeability can be driven below 200 cc m²·day while keeping total polyolefin content ≥80 % for easy recycling.
4. Nanomaterial-Enhanced Barriers for Thinner, Greener Films
Incorporating nanoclays or cellulose nanocrystals creates tortuous diffusion paths, reducing OTR and EVTR by 50–80% compared to neat polymers. These can be engineered into polyolefin matrices without compromising recyclability.
Nanoclay or Cellulose Microcrystals in EVOH: Adding ≤1 wt % nanoclay or MCC to the EVOH skin of an ABA structure cuts OTR further, enabling total EVOH reduction (good for recyclability) without sacrificing >24-month alcohol protection.
Nanocellulose Coatings in Place of Foil: Sub-100 nm nanocellulose layers achieve oxygen permeability <100 cc m²/24 h and remove aluminium from the laminate, simplifying mechanical separation during recycling.
Permeation and Stability Requirements
Achieving commercial stability of alcohol retention and quality requires extreme barrier performance, which is quantified by specific OTR and EVTR targets.
1. Target Barrier Requirements
To hold alcohol for 24+ months, sachets must meet stringent permeation resistance thresholds:
| Performance Indicator | Required Performance (Target Range) | Significance for Alcohol |
| OTR (Oxygen Transmission Rate) | ≤ 0.1 cc/m²/day | Prevents oxidation and flavor staling. |
| EVTR (Ethanol Vapor Transmission Rate) | ≤ 0.5 g/m²/day at 23 °C | Maintains product consistency and proof. |
| UV light transmittance | < 1% at 280–400 nm | Minimizes photodegradation. |
| WVTR (Water Vapor Transmission Rate) | ≤ 0.1 g/m²/day | Prevent dilution and microbial instability. |
| Ethanol Migration Loss | Must be negligible over 24 months | Prevents loss of alcohol content/volume. |
2. Sealing and Post-Coating Integrity
The weakest point in any flexible packaging is the seal area and its mechanical resistance. The ultimate barrier of the finished sachet is determined not just by the film, but by the performance of the entire package.
Flex-Crack Resistance: SiOx and AlOx coatings, while excellent barriers, can be prone to flex-cracking during sachet formation, handling, and distribution, which instantly creates micro-fissures and compromises the barrier.
Barrier Adhesion: Robust adhesion layers are necessary to ensure the inorganic coating does not delaminate from the PE substrate, even when challenged by the aggressive solvent nature of ethanol.
3. Migration and Regulatory Considerations
The high solvency of ethanol requires meticulous regulatory compliance. Migration Testing according to FDA and EU (10/2011) regulations is non-negotiable. Ethanol is used as the food simulant for alcoholic beverages (>15% ABV), making it both the product and the solvent.
Manufacturers must prove that neither residual packaging contaminants nor the functional barrier itself (trace metals or Si compounds) migrate into the alcohol above established safety limits over the entire 24-month period.
Emerging barrier coatings based on crosslinked polysaccharides have demonstrated nil ethanol migration in 12-month pilot studies, offering regulatory promise.
R&D Gaps and Future Outlook
The industry is rapidly closing the performance gap. Current R&D is focused on:
- Cost-Effective Scaling: Making PVD coatings economically viable at high production volumes for cost-sensitive sachet formats.
- UV Protection: Since transparent ceramic barriers offer limited UV blocking, secondary UV stabilizers or tailored printing inks are needed to protect light-sensitive alcohol ingredients.
- Predictive Modeling: Advanced shelf-life modeling based on Fickian diffusion is crucial to accurately predict ethanol loss and oxidation across a 24-month horizon, minimizing time-consuming, real-time studies.
- Dynamic Barriers: Responsive coatings that tighten molecular networks under ethanol exposure.
- Hybrid barrier architectures: Combining organic-inorganic nanolayers with tailored PE substrates to balance flexibility and impermeability.
- Process-integrated recyclability: Barrier layers designed to depolymerize or dissolve during recycling, ensuring closed-loop reuse.
This shift means fully recyclable, long-shelf-life alcohol sachet is a commercially viable reality on the near horizon, marking a significant step toward the Circular Economy in flexible packaging.
Staying ahead in this competitive landscape means constantly identifying nascent technologies, validating complex patent claims, and tracking global R&D efforts scattered across academic journals, regulatory filings, and corporate labs.
The challenge for innovation and R&D teams isn’t just solving a problem, but finding the existing solutions.
Slate is an AI-powered R&D intelligence platform designed to bridge this gap, helping researchers uncover verified technologies and map emerging material science trends globally.


